
2.2.1.1.1. Componenti dei nastri magnetici e loro stabilità
Il nastro magnetico si compone di due strati principali: la pellicola di base e lo strato magnetico. In aggiunta, molti nastri sono rivestiti sulla parte posteriore per migliorare le proprietà di avvolgimento e per ridurre le cariche elettrostatiche.
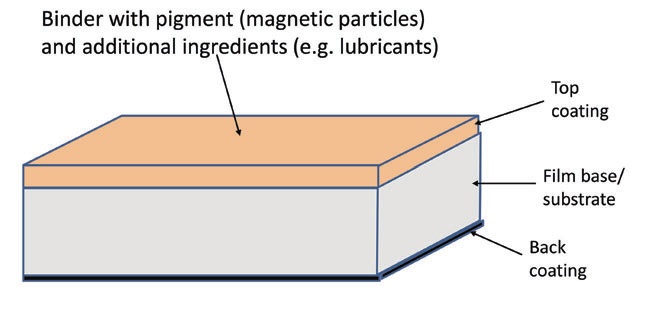
Figura 9: Strati fisici del nastro magnetico.

Figura 10: Sezione dei diversi nastri audio magnetici. Il rivestimento posteriore può essere trovato anche sui nastri LP e DP (Friedrich Engel)
2.2.1.1.1.1. Materiali del film di base. Con lo sviluppo dei nastri magnetici, sono stati utilizzati i seguenti materiali: carta, acetilcellulosa (CA), cloruro polivinilico (PVC), poliestere (polietilene tereftalato, PET o PE), come anche polietilene naftalato (PEN).
L’acetilcellulosa venne utilizzata dalla metà degli anni ’30 fino a svanire verso gli inizi degli anni ’70. Questi nastri possono essere identificati esponendoli ad una fonte luminosa: tranne alcune eccezioni, risulteranno traslucidi.
Esistono due processi di deterioramento della CA. Uno è l’idrolisi, ampiamente conosciuta e ben documentata negli studi per la conservazione della pellicola come “sindrome acetica (vinegar syndrome) “ (3.1.1.1). L’altro processo di deterioramento consiste nella perdita del plastificante: i nastri intaccati diventano fragili.
I nastri audio in CA, generalmente, sono molto meno soggetti a questo processo di deterioramento rispetto alle pellicole in CA. La sindrome acetica sembra per certi versi rappresentare un problema generale, ma si verifica meno di frequente nei nastri audio. Mentre l’idrolisi è chiaramente legata ad alti livelli di umidità relativa, che richiede infatti uno stoccaggio ad un basso livello di umidità, in contrasto con la precedente letteratura (ad es: FIAF, 1.3, 11.2.4, 11.2.11.3) che raccomandava livelli medi di RH per prevenire la perdita di plastificante. Questa raccomandazione non viene confermata dalla più recente letteratura in materia7.
I nastri audio in CA soffrono di varie deformazioni geometriche. Partendo dalla necessità di un contatto ravvicinato tra il nastro e la testina per recuperare un segnale ottimale, diremo che tali deformazioni impediscono un simile contatto. Generalmente non può essere applicata una tensione più alta del nastro per migliorare il contatto nastro-testina, dato che i nastri si rompono a causa della aumentata fragilità.
Bisognerebbe osservare che gravi casi dei due tipi di deterioramento - idrolisi e infragilimento – si verificano soprattutto sui nastri prodotti in Germania nei primi anni ’40, e, in maniera più diffusa, sui nastri della Germania dell’Est e dell’Unione Sovietica, prodotti negli anni ‘60.


Figure 11 e 12: Tipico nastro infragilito in CA prima e dopo il condizionamento (riavvolto sulla bobina). Il nastro scivolato dal nucleo può essere salvato con l’aiuto di un “Wickelretter” (vedi 3.4.2.1 e la figura 24).
Numerosi altri nastri in CA ne sono affetti. Andrebbe osservato, comunque, che alcuni nastri in CA provenienti da altre linee produttive sono ancora in ottime condizioni di flessibilità e riproducibilità.
Un rassicurante effetto collaterale dei nastri in CA è che si rompono senza allungarsi (a differenza dei nastri in PET, vedi sotto). Questo normalmente consente di ricongiungere i pezzi del nastro senza alcuna perdita del segnale registrato.
I nastri in PVC furono prodotti soprattutto in Germania tra il 1944 e il 1972 e fino ad ora non hanno patito nessun processo di deterioramento chimico sistematico. Non essendo andati incontro ad una perdita di plastificante, mantengono la loro flessibilità. A causa del loro comportamento elettrostatico, comunque, la loro capacità di avvolgimento non è ottimale.
Essendo la maggior parte dei nastri in PVC stati prodotti in Germania, l’identificazione dei nastri professionali è semplificata dalla presenza dell’ etichetta sul retro. I nastri non professionali destinati alla grande distribuzione possono essere identificati dall’etichetta in testa se ancora presente. Significativa per tutti i nastri in PVC è la loro soffice plasticità, caratteristica che risulta ancora più pregevole se paragonati ai nastri in CA o simili ad essi.
Fatta eccezione per i primi esperimenti di registrazioni magnetiche in Germania negli anni ’30 e per un uso occasionale dopo la seconda guerra mondiale, furono prodotti solo pochi nastri a base di carta verso la fine degli anni ’40 negli USA.
I nastri in PET hanno gradualmente sostituito i nastri in CA e PVC a partire dagli anni ’50 in avanti. Da quel momento, sono stati utilizzati per qualsiasi tipo di nastro magnetico. Meccanicamente è abbastanza robusto, e fino a questo momento non è stato osservato nessun deterioramento chimico sistematico delle pellicole in PET8. A differenza dei nastri in CA, il PET si estende (si allunga o “si sfilaccia”) prima di rompersi, rendendo impossibile ogni speranza di recupero del segnale. Ciò richiede l’utilizzo di macchine di riproduzione di alta precisione e un ottimale riavvolgimento del nastro, soprattutto quando si tratta di riprodurre nastri sottili.
Lo spessore delle pellicole varia da 30 μm per i nastri audio standard a 6 μm per nastri di cassette audio e video. Le basi più sottili realizzate in CA e PVC sono per bobine aperte a doppia durata (15 μm spessore), mentre basi più sottili sono possibili con PET e PEN. Il PEN viene utilizzato per i nastri video digitali e per nastri di backup per computer.
Per ottenere un legame stabile con gli strati del pigmento e con il rivestimento posteriore, le pellicole di base sono ricoperte da sottili strati (frazioni di μm) di primer (strato di base) che viene applicato dal fabbricante stesso o durante l’applicazione dello strato magnetico.
2.2.1.1.1.2 Pigmenti magnetici. Il primo vero pigmento magnetico utilizzato negli anni ’30 era di ferro carbonile. Venne subito rimpiazzato però da un ossido ferroso (γFe2O3), che venne utilizzato per tutti i nastri magnetici su bobina aperta, le cassette compatte del tipo IEC I ed il primo formato video (2 pollici Quadruplex). γFe2O3 è di colore ruggine e chimicamente stabile. A causa della misura dei suoi magneti basilari, però, la sua capacità di registrare l’aumentata densità di dati dovuta alla riduzione della velocità di registrazione e della larghezza del nastro risultò limitata. Per consentire lo sviluppo di nastri più piccoli capaci di gestire la larghezza di banda dei segnali video, dagli inizi degli anni ’70 venne utilizzato il diossido di cromo (CrO2). Questo rese possibile una maggiore densità di dati, una minore velocità di registrazione e nastri più stretti. Il diossido di cromo ed i suoi sostituti (cobalto stimolato Fe3O4) sono di colore grigio scuro e sono stati utilizzati principalmente per la registrazione di video analogici e per le cassette compatte del tipo IEC II. Fino a questo momento non sono state rilevate particolari criticità relative ad una instabilità chimica. Dalla metà degli anni ’70, furono prodotte le cassette a doppio strato: uno strato di ossido di ferro venne coperto con un sottile strato di CrO2. Standardizzate come tipo IEC III, queste cassette hanno migliorato il rapporto segnale-disturbo (S/N).
L’ultimo pigmento magnetico è composto di pure particelle di ferro (MP). Viene utilizzato per formati video digitali, R-DAT e cassette compatte del tipo IEC IV. A causa della sua natura chimica è potenzialmente soggetto all’ossidazione. Dopo i problemi di ossidazione delle cassette di prima produzione, sono stati sviluppati alcuni metodi per prevenire l’ossidazione. Nonostante ciò, nel medio e lungo periodo, i nastri MP così come gli ME (nastri con uno strato magnetico prodotto mediante evaporazione sottovuoto) possono considerarsi potenzialmente a rischio. I nastri MP sono di un colore simile ai nastri in cromo, però con un riflesso metallico sulla superficie.
2.2.1.1.1.2.1 Stabilità delle informazioni magnetiche. Un fattore costituente della stabilità dell’informazione magnetica è la coercitività9. Nel corso del loro sviluppo, sono stati impiegati i pigmenti magnetici con la più alta coercitività. La coercitività del ferro carbonile misura intorno ai 150 Oersted; la media dei nastri γFe2O3 è misurata tra 300 e 400 Oe; i nastri CrO2 sono tipicamente tra 600 e 700 Oe; gli MP e ME oltre i 1500 Oe. Per le cassette per la registrazione dei dati la coercitività può essere sopra 2500 Oe10.
Oltre ai campi magnetici esterni, le temperature superiori al punto di Curie (3-2-1-5) e l’azione magnetostrittiva possono destabilizzare l’orientamento magnetico.
La magnetostrizione consiste nel disorientamento dell’allineamento magnetico mediante impatti meccanici. Comunque, fatta eccezione per i primi nastri Fe3O4, questo effetto è insignificante. La magnetostrizione viene impiegata positivamente per la cancellazione dei segnali indesiderati stampati sul nastro magnetico (IASA-TC04, 5.4.13).
Contrariamente alle paure più diffuse, le informazioni magnetiche non svaniscono con il tempo. Se prodotti, conservati e manipolati correttamente i nastri magnetici non perderanno le loro proprietà magnetiche per periodi storicamente rilevanti.
2.2.1.1.1.3 Leganti per pigmenti. I pigmenti magnetici sono polveri che hanno bisogno di essere legate tra loro e fissate sul nastro. Agli albori della produzione dei nastri a tale scopo veniva utilizzato l’acetato di cellulosa, subito seguito dai polimeri di poliuretano. I vecchi leganti in CA sono responsabili della perdita di pigmenti secchi e sono, quindi, considerati a rischio, così come generalmente i nastri in CA. La maggior parte dei nastri degli ultimi anni ’50 e degli anni ’60 non ha mostrato seri problemi di deterioramento dei leganti. I nastri degli anni ’70 e ’80, però, soffrono frequentemente di una instabilità degli strati pigmentosi. Questa instabilità si manifesta con una trasformazione degli strati pigmentosi in un sedimento colloso – generalmente noto come nastro appiccicoso o sindrome da nastro colloso (2.2.1.1.2).
2.2.1.1.1.4 Lubrificanti. I rivestimenti magnetici contengono anche lubrificanti, generalmente acidi grassi ed esteri, per ridurre al minimo la frizione tra il nastro e le testine. Il rivestimento agisce come una spugna che distribuisce il lubrificante attraverso i pori. La quantità di lubrificante è maggiore per il video rispetto all’audio a causa della maggiore velocità di scrittura e lettura. I pori e, quindi, la adeguata distribuzione del lubrificante, sono determinati dalla calandratura in fase di produzione. Alcuni lubrificanti hanno la tendenza a trasudare e cristallizzare sulla superficie del nastro, in particolar modo l’acido stearico ad una temperatura inferiore agli 8° C. Questo causa il blocco delle testine di riproduzione. Il lubrificante in eccesso può essere rimosso meccanicamente, con l’aiuto di elevate temperature. La ri-lubrificazione, come menzionato in numerosi siti web e pubblicazioni, deve essere considerata con molta cautela, essendo impossibile limitare i lubrificanti aggiunti anche per piccole quantità attualmente necessarie. Il lubrificante in eccesso diventa difficile da rimuovere dalle guide del nastro, dalle testine e dal capstan e potrebbe interferire successivamente con altri nastri riprodotti sulle stesse macchine (Schüller 2014).
2.2.1.1.1.5 Lo strato protettivo posteriore ebbe origine in Germania per migliorare la capacità di gestire in sicurezza i nastri su nuclei senza flangia negli studi radiofonici. Lo strato protettivo posteriore assicura un confezionamento teso e sicuro del nastro senza rischi di svolgimento del nastro stesso. Dagli anni ‘70 in poi, lo strato protettivo posteriore venne applicato più diffusamente per i nastri audio e video, generalmente aggiungendo nero di carbonio per migliorare la conduttività utile a rimuovere cariche elettrostatiche che, insieme alla leggera ruvidità della superficie, migliora le proprietà di avvolgimento.
7. Molti autori, comunque, riferiscono che la riproduzione dei nastri più fragili può essere migliorata mediante la conservazione per un certo periodo in condizioni di alta umidità: il vapore temporaneamente compensa la perdita di plastificante. Recentemente sono stati sviluppati alcuni processi per rendere riproducibili i nastri fragili, ricostituendo l’elasticità in maniera permanente mediante la sostituzione del plastificante (Oesterreichische Akademie der Wissenschaften 2012, Wallaszkovits et al. 2014.
8. Un dibattito del 1990 su una teorica previsione di deterioramento, non ha trovato riscontro nella realtà.
9. La coercitività è la proprietà di un dato pigmento magnetico di resistere ai cambiamenti dell’orientamento magnetico o (ri)orientamento (cancellazione). Viene definita dal livello del campo magnetico necessario per il (ri-) orientamento, espresso in Oersted (Oe - una unità di forza del campo magnetico pari a 79.58 ampere per metro). Maggiore è la coercitività, maggiore sarà la resistenza delle informazioni magnetiche al (ri)-orientamento (o cancellazione) causato da campi magnetici esterni.
10. Nella registrazione audio analogica questi differenti valori di coercitività sono stati la ragione più importante per la necessità di adeguare la polarizzazione per i vari tipi di nastri.

")